Introduction
Green hydrogen production costs currently sit at $5-$7/kg—more than double the $2/kg target needed to compete with fossil-based hydrogen. For climate tech companies and engineering firms, bridging this gap requires more than just installing electrolyzers.
The real challenge lies in integrating electrochemical systems, renewable power profiles, water treatment, and safety protocols into a cohesive, economically viable design.
Green hydrogen process design is the engineering methodology for creating hydrogen production systems powered by renewable energy through water electrolysis.
The difference between hitting cost targets and missing them often comes down to process design decisions made during the planning phase—stack sizing, power management strategies, water quality specifications, and thermal integration approaches that directly impact both capital expenditure and operational efficiency.
This guide walks through the design methodology, from electrolyzer selection and renewable energy integration to balance-of-plant engineering and safety system design, with specific focus on the engineering decisions that determine commercial viability.
TL;DR
- Renewable-powered electrolyzers integrate with balance-of-plant systems to create complete production facilities
- Electrolyzer selection, renewable energy coupling, and storage sizing directly impact capital efficiency and operational costs
- Poor design inflates costs by 30-50% through oversizing, inefficient layouts, and inadequate intermittency management
- Balance technical performance with economic viability for successful project delivery
What Is Green Hydrogen Process Design?
Green hydrogen process design is the systematic engineering approach to planning, specifying, and integrating all components needed for hydrogen production from renewable electricity.
It converts stakeholder requirements and site constraints into detailed engineering specifications covering electrolyzer technology, power management, water treatment, gas processing, and control systems.
Key Distinctions from Other Hydrogen Production Routes:
| Feature | Green Hydrogen (Electrolysis) | Grey/Blue Hydrogen (SMR/ATR) |
|---|---|---|
| Energy Source | Variable renewable energy requiring dynamic load following | Natural gas with steady-state baseload operation |
| Feedstock | High-purity water (<1 µS/cm typical) | Natural gas + steam |
| Process Core | Electrochemical cell stacks (modular) | Thermal reformers (economies of scale) |
| Response Time | Sub-second to minutes | Hours to days (thermal inertia) |
| Emissions | Zero at point of production | Requires carbon capture for Blue variant |
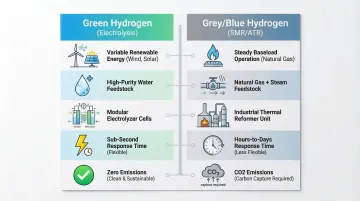
These differences drive distinct design approaches. Green hydrogen systems must handle variable power inputs and modular scaling, while fossil-based routes optimize for steady-state thermal efficiency.
The core outcome is a complete system specification enabling reliable, cost-effective hydrogen production with minimal emissions. Effective design must account for critical site-specific factors:
- Renewable resource availability and seasonal variations
- Water quality and treatment requirements
- Space constraints and equipment layout
- End-use purity specifications (typically 99.9%+ for most applications)
What Process Design Covers
Process design includes more than equipment selection. It defines the complete system architecture:
- How renewable electricity flows through power conditioning systems
- How water is purified and delivered to electrolyzer stacks
- How hydrogen is separated and compressed to specification
- How the entire system responds to natural variations in wind and solar power
Why Process Design Matters in Green Hydrogen Production
Capital Efficiency and Cost Overruns
Proper process design determines capital efficiency. Large-scale hydrogen and chemical projects frequently face cost overruns of 30-50% due to design immaturity, scope creep, and inadequate engineering.
The total installed capital cost of a water electrolyzer is approximately 2x the uninstalled equipment cost, driven by engineering complexity, site preparation, and construction challenges.
Poor design decisions multiply throughout a project:
- Oversized equipment increases capital expenditure without improving utilization
- Undersized storage forces renewable energy curtailment
- Inadequate thermal management reduces efficiency and accelerates component degradation
Impact on Levelized Cost of Hydrogen (LCOH)
Design choices directly determine whether a project achieves commercial viability. Current PEM electrolysis produces hydrogen at $5-$7/kg, while the DOE targets $2/kg by 2026 and $1/kg by 2031 to compete with grey hydrogen at $1-$2/kg.
Electricity represents 60-80% of operational costs, making power management system design critical. At $20/MWh electricity prices, power alone contributes approximately $1/kg to hydrogen cost (assuming 50 kWh/kg system efficiency).
Design decisions affecting efficiency—power electronics losses, thermal management, electrolyzer operating conditions—directly impact this dominant cost component.
Managing Renewable Intermittency
Renewable energy intermittency creates unique design challenges absent in fossil-based hydrogen production. Solar capacity factors typically range from 20-30%, wind from 30-45%. Systems must handle variable power input without degrading electrolyzer performance or creating safety risks.
Design must address:
- Power fluctuations from seconds to seasonal timescales
- Cold start requirements when renewables come online
- Turndown ratios and minimum stable operating points
- Thermal cycling effects on electrolyzer stack life
- Buffer storage to decouple production from generation

Water Quality Requirements
Water quality specifications vary significantly by electrolyzer type. PEM systems typically require <1 µS/cm conductivity (ASTM Type II water or better), while alkaline electrolyzers can tolerate <50 µS/cm but use 25-30% KOH solution. Inadequate water treatment causes catalyst poisoning, membrane fouling, and efficiency losses that compound over time.
Regulatory and Investment Requirements
Rigorous process design is often mandatory for regulatory approval and investor confidence. Safety standards like ISO 22734 and NFPA 2 impose specific design requirements for hydrogen production facilities. Investors evaluating capital-intensive infrastructure projects require detailed engineering documentation demonstrating technical feasibility, cost projections, and risk mitigation—all outputs of thorough process design.
How Green Hydrogen Process Design Works
The design process follows a structured progression: requirements definition → technology selection → system integration → optimization → validation. Each phase builds on the previous, converting high-level goals into detailed specifications.
Inputs to the design process:
- Renewable energy capacity and generation profiles
- Hydrogen production targets (tonnes/year)
- Site conditions and constraints
- Water availability and quality
- Purity requirements for end-use applications
- Budget and timeline constraints
The transformation: Converting these inputs into detailed engineering specifications, equipment selections, control strategies, and system architecture that meets performance targets within budget constraints.
Requirements Definition and Feasibility
Establishing clear requirements prevents costly mid-project changes. Key parameters include:
- Production targets: Tonnes per year, daily/hourly profiles, seasonal variations
- Purity specifications: 99.9%+ for most applications, 99.99%+ for fuel cells
- Uptime requirements: Continuous operation vs. intermittent, planned maintenance windows
- Renewable energy assessment: Solar capacity factors (20-30%), wind profiles (30-45%), grid connection options, seasonal variability patterns
- Site constraints: Water availability (approximately 9 liters per kg H2 stoichiometric, 20-30 L/kg total), space for equipment, environmental permits, proximity to end-users or distribution infrastructure
Selecting the Right Electrolyzer Technology
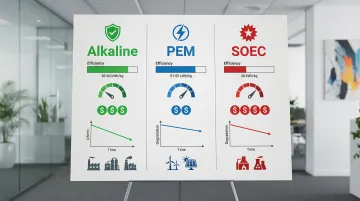
Technology selection fundamentally shapes system design. Three primary technologies offer different trade-offs:
| Technology | Efficiency (kWh/kg H2) | Response Time | Uninstalled Cost ($/kW) | Degradation (per 1,000 hrs) | Best Applications |
|---|---|---|---|---|---|
| Alkaline | 50-60 | Seconds to minutes | $500-$750 | ~0.13% | Steady renewable power, cost-sensitive projects |
| PEM | 51-55 | Milliseconds to seconds | $700-$1,100 | ~0.15% | Variable solar/wind, space-constrained sites |
| SOEC | 38 (with steam) | >600 min cold start | $2,000-$2,500 | ~0.5-1.0% | Industrial waste heat integration, future scenarios |
Alkaline electrolyzers offer mature, proven technology with the lowest upfront cost. Their moderate response time suits projects with relatively steady renewable generation.
PEM systems excel at rapid load-following, making them ideal for direct coupling to variable solar and wind resources. Operating pressure of 30-80 bar reduces downstream compression requirements.
SOEC technology delivers the highest efficiency when integrated with high-temperature heat sources, though higher costs and slower response currently limit deployment to specialized industrial applications.
Capacity sizing balances capital cost against renewable energy utilization and production targets. Oversizing reduces utilization and increases LCOH through higher capital charges. Undersizing wastes renewable energy through curtailment.
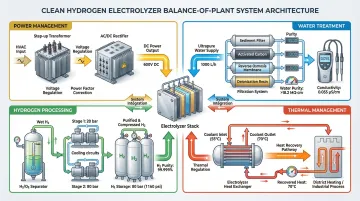
System Integration and Balance of Plant
The electrolyzer stack represents only 15% of total installed cost. Balance-of-plant design determines overall system performance across four critical subsystems:
Power Management:
- Transformers stepping down transmission voltage
- Rectifiers converting AC to DC
- Power conditioning to match renewable output characteristics to electrolyzer requirements
- Control systems managing ramp rates and load following
Water quality directly impacts stack longevity. Water treatment systems include:
- Multi-stage purification: filtration, reverse osmosis, deionization
- Temperature control to electrolyzer specifications
- Real-time conductivity monitoring
- Sizing for 1.5-2x stoichiometric requirement to account for reject streams
After production, hydrogen processing handles:
- Gas-liquid separation
- Purification (if needed beyond electrolyzer output)
- Compression to storage/distribution pressure
- Storage tank sizing based on production-demand profiles
- Distribution connections and pressure regulation
Finally, thermal management addresses heat loads:
- Heat removal systems sized for peak load conditions
- Potential heat recovery for district heating or industrial processes
- Cooling water circulation and treatment
Optimization and Control Strategy
Control system design maximizes renewable energy utilization while protecting electrolyzer stack life. Strategies include:
- Dynamic load following: Algorithms that ramp electrolyzer output to match renewable generation without exceeding safe ramp rates
- Intermittency management: Hydrogen buffer storage (typically 6-24 hours for grid-connected, up to 168 hours for isolated systems), flexible operation schedules, potential grid connection for supplemental power
- Safety system integration: Hydrogen leak detection, automatic ventilation, emergency shutdown sequences, fire suppression
- Predictive maintenance: Monitoring stack voltage degradation, water quality trends, thermal performance
Key Engineering Factors in Green Hydrogen Design
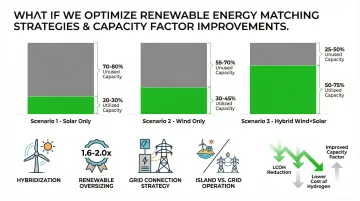
Renewable Energy Matching
Capacity factor—the ratio of actual to theoretical maximum generation—fundamentally impacts project economics.
Solar delivers 20-30% capacity factors, wind 30-45%. Low capacity factors increase the capital charge per kilogram of hydrogen because expensive equipment sits idle.
Design strategies:
- Hybridization: Combining wind and solar can boost capacity factors to 50-75%, significantly lowering LCOH
- Renewable oversizing: Installing 1.6-2.0x renewable capacity relative to electrolyzer capacity increases utilization but introduces curtailment
- Grid connection: Supplemental grid power during renewable gaps, though this may compromise "green" certification depending on grid carbon intensity
- Island vs. grid-connected operation: Island mode requires more sophisticated control and storage; grid connection provides stability but adds interconnection costs and timeline
Water Quality and Supply
Water supply represents both an operational requirement and a potential constraint for hydrogen facilities.
Electrolysis requires approximately 9 liters of purified water per kilogram of hydrogen produced. Including purification reject streams and cooling, total consumption reaches 20-30 L/kg H2.
Design considerations:
- Purity requirements: PEM <1 µS/cm, Alkaline <50 µS/cm
- Treatment system design: Multi-stage filtration, reverse osmosis, deionization matched to source water quality
- Backup supply: Provisions for continuous operation during primary supply disruptions
- Real-time monitoring: Conductivity sensors with automatic shutdown if specifications are exceeded
Electrolyzer Stack Degradation
All electrolyzer technologies experience gradual performance decline, affecting both efficiency and hydrogen purity.
Typical degradation rates are 0.13-0.25% per 1,000 hours for PEM and Alkaline, with SOEC experiencing 0.5-1.0% per 1,000 hours.
Design implications:
- Account for degradation in LCOH calculations over project lifetime
- Design for maintainability with accessible stack replacement
- Plan replacement intervals (typically 60,000-80,000 hours for Alkaline/PEM)
- Factor stack replacement costs into operational budgets
- Consider oversizing initial capacity to maintain output as degradation occurs
Safety and Regulatory Compliance
Hydrogen's unique properties—wide flammability range, low ignition energy, small molecule size enabling leakage, material embrittlement—require specialized safety design.
Critical standards:
- ISO 22734: International standard for hydrogen generators using water electrolysis
- NFPA 2: Hydrogen Technologies Code covering siting, setbacks, and fire safety (particularly important in the US)
- IEC 60079: Standards for electrical equipment in explosive atmospheres
Design requirements:
- Adequate ventilation preventing hydrogen accumulation above 25% of lower explosive limit
- Continuous leak detection with automatic shutdown
- Electrical equipment rated for hazardous locations
- Proper material selection avoiding hydrogen embrittlement
- Setback distances from property lines, occupied buildings, and ignition sources
Common Design Challenges and Solutions
Challenge: Undersized Storage
Problem: Inadequate buffer storage leads to curtailed renewable energy when production exceeds immediate demand, or production shortfalls when renewables dip below electrolyzer minimum load.
Solution: Model hourly and seasonal renewable profiles against hydrogen demand patterns. Storage optimization studies suggest durations of 6-24 hours for grid-connected systems, up to 168 hours for isolated renewable installations. Right-sizing balances capital cost against curtailment losses and production reliability.
Challenge: Inadequate Water Treatment
Problem: Insufficient water purification causes electrolyzer fouling, reduced efficiency, and premature stack failure. Contaminants accumulate over time, degrading performance gradually.
Solution: Key steps include:
- Conduct comprehensive source water quality analysis during feasibility phase
- Design multi-stage treatment appropriate to both source characteristics and electrolyzer specifications
- Include real-time conductivity monitoring with automatic shutdown if purity falls below specifications
- Size treatment systems for 1.5-2x stoichiometric water consumption to account for reverse osmosis reject streams
Challenge: Thermal Management Issues
Overheating reduces efficiency and accelerates degradation. Inadequate heat recovery wastes energy that could offset operational costs.
Design integrated cooling systems sized for peak load conditions, not average operation. Explore heat recovery opportunities—district heating, industrial process heat, building HVAC—where thermal energy can be captured.
Waste heat quality varies by technology. SOEC produces high-grade heat suitable for industrial processes, while PEM produces lower-grade heat.
Challenge: Poor Renewable Energy Utilization
Problem: Electrolyzer response limitations prevent following rapid renewable fluctuations, leading to curtailment. Alkaline systems particularly struggle with fast ramps and deep turndown.
Solution: Strategies to improve utilization:
- Implement control algorithms that anticipate renewable generation changes using weather forecasting
- Consider hybrid approaches combining Alkaline (baseload) with PEM (load following)
- Add battery storage for power smoothing on second-to-minute timescales, allowing slower electrolyzer response
When Alternative Approaches May Be Better
Green hydrogen isn't always the optimal solution. In some contexts, alternative approaches—from blue hydrogen to direct electrification—offer better economics or efficiency depending on regional resources, infrastructure, and end-use requirements.
Blue Hydrogen with Carbon Capture
In regions with cheap natural gas ($2-4/MMBtu) and existing pipeline infrastructure, blue hydrogen using steam methane reforming with carbon capture may be more cost-effective than green hydrogen.
However, blue hydrogen comes with trade-offs:
- Achieves lower emissions than grey hydrogen but not near-zero like green hydrogen
- Carbon capture efficiency typically reaches 90-95%, not 100%
- Depends on fossil fuel availability and pricing volatility
- Requires CO₂ storage infrastructure
Direct Electrification
Beyond comparing hydrogen production methods, many applications don't need hydrogen at all. For many end-use applications, direct electrification is superior to producing hydrogen as an energy carrier.
Light-duty transport, low-temperature heating, and most industrial processes work better with direct electricity due to efficiency losses in electrolysis (40-50% energy loss) and fuel cells (40-50% additional loss).
Hydrogen makes sense for applications requiring:
- High energy density for long-duration storage
- Chemical feedstock (ammonia, methanol, steel production)
- Heavy transport where battery weight is prohibitive
- High-temperature industrial heat
Hydrogen Import Strategies
When local production economics don't work, importing becomes the strategic option. In areas with poor renewable resources or high electricity costs (>$40/MWh), importing green hydrogen or derivatives (ammonia, methanol) from regions with excellent renewable resources may be more cost-effective than local production.
This is particularly relevant for countries like Japan, South Korea, and parts of Europe with limited renewable potential but strong hydrogen demand.
Conclusion
Green hydrogen process design is the critical engineering foundation determining whether hydrogen production facilities achieve technical performance, economic viability, and environmental impact targets. The difference between a $7/kg facility and a $2/kg facility lies primarily in design decisions made during the planning phase.
Successful design requires integrated thinking across renewable energy systems, electrochemical engineering, chemical processing, and safety engineering—not simply selecting equipment from catalogs.
This means analyzing renewable profiles, matching appropriate technologies, developing control strategies, and designing balance-of-plant systems that represent 85% of installed costs.
As the sector moves from demonstration projects to commercial deployment, proper design and clear communication of complex systems becomes essential for securing investment and regulatory approval.
Organizations planning green hydrogen infrastructure should invest in thorough process design as the foundation for technical and commercial success.
Frequently Asked Questions
What is the difference between green hydrogen design and grey hydrogen design?
Green hydrogen uses renewable electricity and electrolyzers for electricity-to-hydrogen conversion, while grey hydrogen uses steam methane reforming of natural gas. This fundamental difference requires completely different process equipment, safety systems, and site requirements.
What are the main cost drivers in green hydrogen process design?
Electrolyzer capital cost represents 40-50% of CAPEX, with renewable energy infrastructure at 30-40% and balance-of-plant at 10-20%. Electricity dominates operational expenses at 60-80% of LCOH, making power management efficiency critical.
How much water does a green hydrogen plant require?
Approximately 9 liters of purified water are needed per kilogram of hydrogen produced theoretically. Including water treatment reject streams and cooling systems, total consumption reaches 20-30 liters per kilogram. A 100 tonne/year plant therefore requires roughly 2-3 million liters annually.
Which electrolyzer technology is best for green hydrogen production?
Alkaline is proven and cost-effective for steady operation ($500-$750/kW), PEM handles variable renewables better ($700-$1,100/kW), while SOEC offers highest efficiency but is less mature ($2,000-$2,500/kW). Selection depends on your renewable energy profile and budget.
How long does it take to design and build a green hydrogen plant?
Design phases require 12-21 months total (feasibility through detailed engineering), with construction taking 12-24 months. Total timelines range from 3 years for small installations to 5+ years for utility-scale facilities, with permitting often on the critical path.
What are the biggest technical challenges in green hydrogen process design?
Managing renewable intermittency without compromising electrolyzer lifespan, achieving target LCOH through design optimization, ensuring safety with hydrogen's unique properties (flammability, embrittlement, leakage), and integrating with existing energy infrastructure represent the primary technical challenges requiring careful engineering solutions.